|
|
[Suivant] [Fin] [Niveau supérieur]
Le contrôle non destructif a pour objectif, comme son nom l’indique, de contrôler l’état des pièces industrielles sans pour autant que les examens correspondants ne puissent nuire à leur utilisation future. Ceci peut correspondre à deux types de contrôles : l’estimation d’un paramètre constitutif de la pièce comme par exemple l’épaisseur d’une paroi[YLLL06], la distance à un objet[DCH04], les propriétés électromagnétiques constitutives du matériau ; la recherche d’une rupture de ces paramètres[LBLCT+96]. Dans le deuxième cas, il s’agit en général de défauts, qui peuvent être par exemple des fissures, des inclusions, des porosités, des effets de la corrosion ou de la fatigue mécanique. Cette procédure de contrôle se produit souvent plusieurs fois au cours de la vie d’une pièce et doit satisfaire au mieux les critères suivants :
Parmi ces six critères, il est naturel de penser que la rapidité, la reproductibilité et la sensibilité sont respectivement fortement liées au coût, à la fiabilité et à la résolution. Il est très souvent nécessaire de consentir à des compromis entre les trois groupes ainsi définis.
La diversité des pièces à inspecter, de leurs géométries, de leurs matériaux et des conditions d’inspection, interdit à une méthode de CND d’être universelle. Un certain nombre de techniques existe et chacune présente certains avantages et inconvénients. Il n’est pas question ici d’établir une liste exhaustive des techniques utilisées dans le domaine du CND[DF], mais de donner un aperçu global des techniques les plus répandues industriellement.
Les procédés optiques constituent un type de techniques qu’il convient de séparer en deux catégories, selon que le contrôle soit automatisé ou non. L’examen visuel, contrôle ancestral le plus élémentaire, est la base des contrôles optiques non automatiques. Il peut être aidé, par un éclairage laser ou classique, une loupe binoculaire, ou un système de télévision1. Il reste cependant sujet aux inconvénients liés à l’œil humain, c’est-à-dire une faible productivité et une certaine subjectivité, entraînant un manque de fiabilité. De façon automatique, sont réalisées en général des acquisitions d’images par balayage laser[SWW+07] ou par utilisation de barrettes de capteurs optiques[HMN07], suivies de traitement d’images tel que le seuillage ou la reconnaissance de formes. Ce type de contrôle, beaucoup plus efficace, est cependant beaucoup plus complexe à mettre en œuvre et par conséquent restreint à des applications très particulières[HH05].
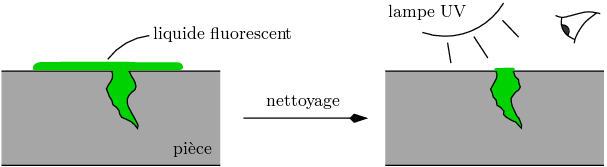
Le ressuage consiste à appliquer sur la surface de la pièce à contrôler, préalablement nettoyée et séchée, un liquide d’imprégnation coloré ou fluorescent[BAL06]. Ce liquide pénètre, par capillarité, dans les ouvertures des défauts. Après un certain temps correspondant à la pénétration du liquide d’imprégnation dans les défauts, l’excès de liquide présent à la surface de la pièce est éliminé par lavage. La surface est ensuite recouverte d’un révélateur qui attire le liquide d’imprégnation retenu dans les défauts, ce que désigne le terme « ressuage ». Il donne ainsi une indication renforcée de ceux-ci, dont l’observation est alors généralement réalisée visuellement.
Le ressuage est une technique rapide et peu coûteuse, mais qui connaît les mêmes inconvénients que les procédés optiques, à cause de la nature visuelle de l’information utile. De plus, le liquide utilisé est souvent un liquide toxique ou polluant[KW06], d’autant plus dangereux s’il s’agit du contrôle de pièces de l’industrie nucléaire. Les normes environnementales de plus en plus contraignantes tendent à décourager l’emploi de cette technique, au profit des autres techniques existantes.
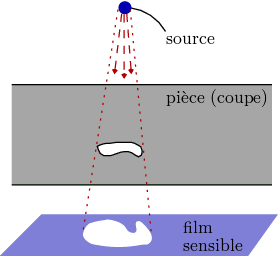
La radiographie industrielle est comparable à la radiographie médicale : elle consiste à faire traverser par un rayonnement électromagnétique de très courte longueur d’onde, comme les rayons X ou les rayons γ, la matière à inspecter. Lors de leur passage à l’intérieur de la pièce, les photons voient leur énergie absorbée totalement ou partiellement par la matière, selon sa densité. Un film placé derrière la pièce est irradié par les photons qui ont encore suffisamment d’énergie. Il récupère ainsi le radiogramme, où les zones avec des défauts sont représentées par une variation de la densité optique[TNB00].
Si la radiographie réussit à produire des images précises, fiables et interprétables, l’utilisation de tels dispositifs reste complexe, en particulier à cause de la mise en place nécessaire de procédures de protection du personnel et de la faible productivité qui engendrent un coût de contrôle important. La radiographie est utilisée notamment dans le domaine de la fonderie[Chi00] ou pour la recherche de défauts dans les soudures[DSSDS+05].
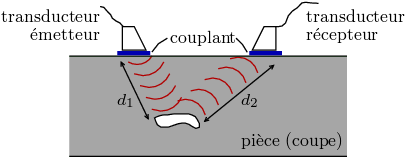
La technique des ultrasons repose sur la propagation dans la pièce d’une onde ultrasonore générée à l’aide d’un transducteur émetteur[Sil84]. Un transducteur récepteur généralement situé du même côté que l’émetteur reçoit les ondes réfléchies avec un certain retard dû à la propagation des ondes à travers la pièce. Connaissant la vitesse v de propagation sonore dans le matériau, il est alors possible de distinguer l’écho correspondant au fond de la pièce, d’un éventuel écho correspondant à un défaut situé à l’intérieur de la pièce. En effet, le temps de propagation δt de l’onde réfléchie sur le défaut s’exprime

Le CND par ultrasons est une technique très utilisée, parce que relativement flexible et simple pour détecter des défauts enfouis[BB86]. La mesure d’épaisseur est aussi souvent effectuée par cette technique[PBEH06]. Des sondes multiéléments sont développées depuis quelques années[MRBR02], et permettent la mise en place de techniques complexes comme la focalisation des ondes émises[DBP91] ou encore la « décomposition de l’opérateur retournement temporel » (méthode DORT[KPCF02]). Cependant, l’usage presque obligatoire d’un couplant peut être gênant, et les frontières entre deux matériaux engendrent des échos parasites. De plus, la recherche des défauts de dimensions submillimétriques requiert l’utilisation de fréquences relativement élevées, pour lesquelles l’atténuation devient grande.
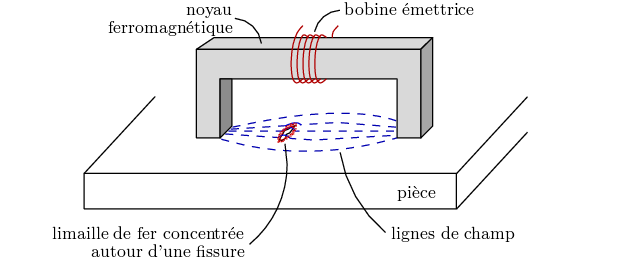
Le contrôle par flux de fuite magnétique consiste à soumettre la pièce ou une partie de celle-ci à un champ magnétique constant. Les défauts superficiels provoquent, par l’importante variation de réluctance qu’ils représentent, une déviation des lignes de champ[ANHM06]. Des flux de fuite magnétique sont engendrés localement. Ils sont ensuite généralement visualisés soit à l’aide d’un produit indicateur porteur de limaille de fer (magnétoscopie[Goe90]), soit à l’aide d’un film magnétisable (magnétographie[KHH+03]), soit à l’aide d’appareils de mesure de champ magnétique[HUBB02].
Le CND par flux de fuite magnétique n’est utilisable que pour les matériaux ferromagnétiques. Cette technique est particulièrement efficace pour les défauts de surface de très petites dimensions, mais donne difficilement de bons résultats pour les défauts enfouis. La mise en œuvre technique peut être complexe, à cause de la magnétisation originelle des matériaux et de la démagnétisation souvent nécessaires.
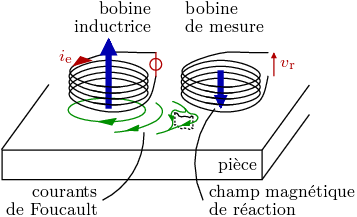
Cette dernière technique utilise des courants induits à l’intérieur de la pièce, appelés courants de Foucault. Pour ce faire, un excitateur externe est employé, souvent constitué d’une bobine parcourue par un courant alternatif. Les courants induits, parce qu’ils forment des boucles et sont à la même fréquence que le courant d’excitation, engendrent un champ magnétique alternatif de réaction sortant de la pièce à inspecter. Les défauts superficiels dévient les lignes des courants de Foucault, et par suite modifient le champ magnétique résultant[Lib79]. La variation du champ magnétique est enfin mesurée au moyen d’un élément sensible au champ magnétique alternatif, qui peut être une bobine ou un capteur de champ magnétique.
L’utilisation des courants de Foucault dans les applications de CND est limitée aux pièces électriquement conductrices. Elle s’étend de l’inspection des tubes (échangeurs, générateurs de vapeurs de centrales nucléaires[YCM00]) à la recherche des défauts débouchants[HOB+06] sur des surfaces plus ou moins planes. Il est aussi possible de mesurer des épaisseurs de paroi[LBJP01] ou la perméabilité magnétique du matériau[ZWG+03]. La principale difficulté est la faible pénétration des courants induits, selon l’effet dit « de peau », qui rend difficile la détection de défauts enfouis. C’est une technique sans contact et la rapidité d’établissement des courants induits donne la possibilité de déplacer très rapidement la sonde.
De plus en plus de dispositifs utilisent conjointement plusieurs méthodes parmi celles qui viennent d’être présentées. Il existe ainsi des méthodes laser-ultrasons[KFKA00], électromagnétiques ultrasonores[DEP01] ou encore magnéto-optiques[JLDP07]. Ces techniques tentent de s’affranchir des différents défauts des méthodes utilisées tout en en conservant les avantages. Par exemple, la méthode laser-ultrasons permet de réaliser des contrôle par ultrason sans contact, et donc sans couplant[Zan01]. Il s’agit le plus souvent de techniques en cours de développement à l’heure actuelle.
La présentation de ces méthodes ne serait pas complète sans une synthèse comparative selon les critères énoncés à la sous-section 1.1.1. Ainsi, le tableau 1.1 présente une vue d’ensemble des qualités et défauts de chacune de ces techniques.
|
1C’est-à-dire un système constitué par exemple de caméras et de moniteurs.
[Suivant] [Début] [Niveau supérieur]